BOTTLING
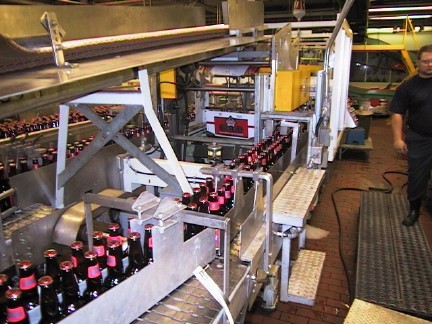
Now that we have completed the brewing process, we pump the finished beer to the bottleshop and begin the packaging process (See fig.). It has taken approximately 24 days to reach this point in the process.
Before filling, the bottles are subjected to a thorough soaking in caustic soda solution baths at high temperatures, seven tanks being used in series, the caustic strength varying from 5% down to 0%. The bottles are rinsed under a high pressure system and rendered sterile. Systematic bacteriological analysis ensures the efficiency of the system.
The bottles pass along a conveyor system from the soaker to a filling machine. Any dirty or chipped bottles are removed at one visual and two electronic sighting stations located between the soaker and filler.
At the filler, a counter pressure of carbon dioxide is applied on the bottle. The beer is located in the filler bowl above the filling stations and is also held under counter pressure. After the counter pressure is placed on the bottle, and the bowl and bottle pressures have been equalised, the filling arm is tripped and the beer is run into the bottle by gravity. When the bottle is full, slight foaming occurs, excluding oxygen from the top of the bottle, and the bottle passes to the crowning stations for closure. The crowns are automatically placed on the bottle and, under spring power, the crowner crimps the closure ensuring a perfect seal. Our filler presently operates at a speed of 360 to 380 bottles per minute, but is capable of 480 bottles per minute if necessary. The bottle continues from the crowner to the pasteuriser.
Our continuous type spray ("flood") pasteuriser is regarded as the most efficient. The bottles pass on a continuous moving table under a constant spray of heated water. It takes approximately 30 minutes to complete the pass though this machine; 10 minutes to warm the beer to pasteurising temperature, 12 minutes at 60°C (140°F) through the pasteurisation zone, and an additional 8 minutes to cool the beer down to approximately 30°C (86°F). Accurate temperature control is essential to prevent unpleasant "cooked" flavours in the finished beer.
The pasteurised bottle of beer then passes a second visual inspection (foampicker) who removes any remaining imperfect bottles, preventing their admittance to the trade. An automatic labelling machine affixes the labels, followed by an electronic scanner which removes any bottles which are over or under filled, and lastly, an ink jet date coder which stamps the date and time of production on each bottle.
The bottles are then packaged in cartons, sealed and the carton coded. The carton continues along conveyor belts to the palletiser on the shipping room floor and wrapped in stretch plastic, where it awaits shipment.
Top | HOME